深耕电阻焊自动化设备智造领域全自动焊接生产线解决方案定制厂商
 服务热线:400-856-5786
服务热线:400-856-5786

服务热线:400-856-5786

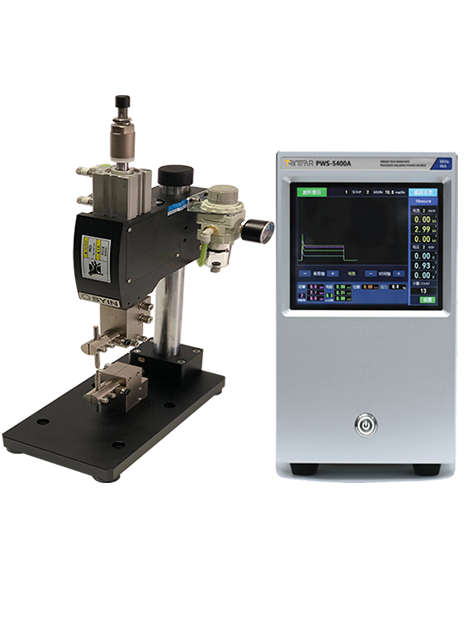
许多客户在查找不锈钢点焊机、不锈钢自动点焊机等这样的焊接设备,由此可见市场对不锈钢点焊机设备的需求非常大。因为中频点焊机焊接更稳定高效率,焊点更美观牢固等众多优点特性,越来越多的不锈钢点焊机公司逐渐特别关注并购买中频点焊机。接下来大家先来普及化下假如用中频点焊机焊接不锈钢焊件时要注意哪些注意事项。
首要来说,应用中频点焊机焊接不锈钢时一般忽视电极的问题,很长时间不修磨电极,造成 焊点越来越小,与此同时电流也越来越分散,因此焊点强度也越来越差,焊点直径是衡量焊点强度十分关键的标准。焊点直径偏小会造成 焊点强度不足,关键导致的因素是中频点焊机焊接电流偏小或是通电时间不足;焊核直径超出标准值过多,焊点变形比较大,并且会影响焊点疲劳强度,关键因素是中频点焊机焊接主要参数偏大。建议选择球面铬锆铜或是铍青铜电极。冷作硬化后的不锈钢板,材料表层的强度很强,收缩率比较大,假如中频点焊机电极压力不足,焊核液态金属由外向内凝固时,缩孔处无法得到有效的挤压从而形成缩孔,可以依据加大中频点焊机电极压力、提升焊后维持时间来处理,中频点焊机工作时飞溅,一般是工件间隙过大。不锈钢点焊工件一般为薄板折弯、压型件,工件折弯数量较多时,应优先选择保证点焊位置的尺寸,保证 工件配合密贴。在焊接刚性较弱、焊点较多的工件时,应采用合理的点焊顺序,比如由中心向四周焊接、间隔点焊。因此应该及时更换电极帽或修磨电极。

还有便是因为中频点焊机电极与工件不垂直或两电极不同轴,导致焊点形状变形,应更改中频点焊机的焊接角度或调整两电极的同轴度。最普遍的状况因素是焊接主要参数不匹配,中频点焊机电极压力过大造成 。针对不锈钢车板材,一般要求材料的电极压痕一定不要太深入,一般单位压力三公斤就可以。此外不熔合是对点焊接头强度影响作为严重的缺陷之一。不熔合是因为中频点焊机热输入量不足导致,可依据加大中频点焊机焊接电流、电极压力或焊接时间改进改进。熔透率不达标与材料、电极压力、焊接时间相关,处理对策有:应尽可能达到不锈钢工件的最大厚度比,依据具体工作经验,不锈钢最大厚度比为:板厚总和/外侧薄板厚度小于等于4.5采取一定的工艺对策,如更改中频点焊机电极前端形状、更换电极材质等。过烧一般因为中频点焊机焊接时间过长、焊后冷却时间过短导致。应查验中频点焊机的冷却水循环。
骏腾发智能设备有限公司拥有二十多年自动化焊接设备经验,集科研、开发、制造、销售于一体。既可提供电阻焊设备如中频点焊机、缝焊机、螺母点焊机、闪光对焊机等常用产品又可凭顾客要求定制非标机自动焊接设备。产品品类全、、性能强、品质优,欢迎新老顾客朋友拨通!24小时技术服务热线:400-856-5786

大家好,今天我们要来聊聊一个关于储能焊机的话题——焊接厚度与焊机功率之间的关系 【详情+】

电阻焊不再凹陷!告别焊接烦恼,让你的工艺更上一层楼焊接过程中,电阻焊表面的凹陷问... 【详情+】





































 沪公网安备 31011702008149号
沪公网安备 31011702008149号